一、MES系统概况介绍
MES系统即制造执行系统,是企业信息集成的纽带,企业实施敏捷制造战略,实现车间生产敏捷化的基本手段。盈科瑞森Booster系统通过信息传递对从订单下达到产品完成的整个生产过程进行优化管理。当工厂发生实时事件时,MES系统能对此及时做出反应、报告,并用当前的准确数据对它们进行指导和处理。这种对状态变化的迅速响应使MES系统能够减少企业内部多余的活动,有效地指导工厂的生产运作过程,从而使其既能提高工厂及时交货能力,改善物料的流通性能,又能提高生产回报率。盈科瑞森MES系统还通过双向的直接通讯在企业内部和整个产品供应链中提供有关产品过程追溯的关键信息。
盈科瑞森BoosterMES将应用物联网与移动互联网两大核心技术,以产品质量追溯为纽带,实现前所未有的成品、工艺材料的可追溯性以及数据的可见性。将人员、机器、物料、 工艺、环境等关键要素以精益生产的理念整合到供应链平台上,为企业产现从产品导入、材料物流,制造执行,库存管理, 售后服务整个过程追溯一体化方案。
盈科瑞森MES引导企业提高生产效率,缩短生产周期,实现全面的作业管理监控,实现信息的可追溯性,提高企业对顾客需求的应变能力, 降级库存,降低运作成本,助力企业实现“智慧工厂”的目标。
二、MES系统发展趋势
目前我国现有的MES制造执行系统除了在钢铁、冶金、石化、机械等行业应用得较好外,大多MES系统只提供了一个替代经验管理方式的系统平台,没有建立面向产品设计与制造一体化的知识库支撑体系,在当前绿色制造背景下,如何高效地利用不可再生能源与生产设备资源已成为一个亟待解决的难题,重点是缺乏调控的手段,不能通过智能传感器、虚拟仿真、智能优化模型库等对千变万化的制造过程进行优化。因此,实现智能制造是未来MES制造执行系统开发发展的方向,所谓智能制造就是将人工智能融合进制造的各个环节,通过模拟专家的智能活动,取代或延伸制造环境中应由专家完成的相应活动。主要包含:
1. MES系统面向产品设计与制造一体化知识库支撑体系的建立;
2. MES系统构建重构设计管理体系,以产品及生产知识共享以及再利用为目标,聚焦分散环境下的制造问题及制约条件,建立产品设计体系;
3. MES建立可重构的生产系统,以作为长期研究目标的柔性工厂及生产过程知识共享为目的,建立可重构的生产体系与生产管理体系;
4. MES系统构建柔性设备,利用知识库等研究成果,探讨开发下一代柔性人机一体化运作方式;
5. MES系统探讨大规模定制下的生产模式。
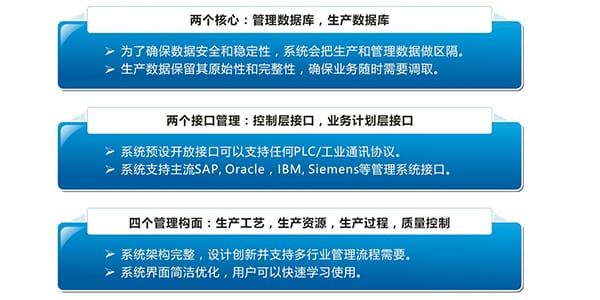
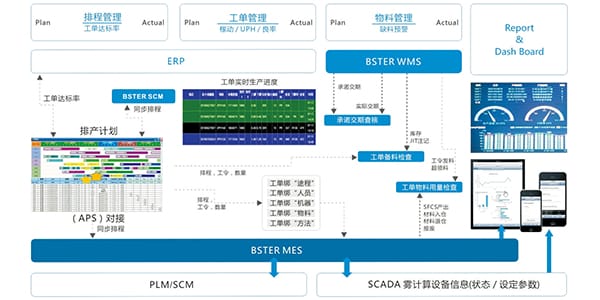
盈科瑞森BoosterMES功能架构
JQ-MES基于互联网实现制造与供应链的整合与协同运作, 实现物流、信息流、价值流一体化管理。 提供计划协同、物流管理、综合生产、质量管理、设备工程、追溯监控等功能模组。

系统功能
未来MES制造执行系统必须具有智能性和适应性,能够根据制造环境的变化进行智能设计、智能预测、智能调度、智能诊断和智能决策。重点体现在以下几个方面:

1、知识管理的思想将渗透和融入到未来的MES系统中,MES系统不仅为现场制造提供了一个信息处理平台,同时提供了一个制造知识管理平台。
(1) 融入专家经验的知识库的建立;
① 制造关键工艺专家库的建立,如:高炉专家库、炼钢性能预测专家库的建立等;
② 设备状态与生产调度知识库的建立,如:故障诊断、调度模型知识库的建立等;
③ 工艺规程的模型化,自动进行工艺规范设计,可进行动态调整等;
④ 知识管理体系的建立;
⑤ MES融入专家经验的生产仿真系统的开发。
(2) 技术诀窍知识库的应用与传承
① 新建工厂导入MES制造执行系统时,可以将成熟的生产管理流程、专家经验、成熟制造技术诀窍固化在系统中,使得新工厂的制造活动具有更加高的技术水平;
② MES系统通过与设计系统、销售系统、设备管理系统等模块的集成,集智能设计、智能预测、智能调度、智能诊断和智能决策于一体的智能应用管理体系,提高产品制造全生命周期的制造水平;
③ MES系统通过对现场制造过程的监控与大量实时数据的分析,可以修正、完善制造工艺规范,提高工厂的制造工艺水平。
2. 未来的MES系统将容入更多的模拟专家智能活动的功能,部分取代人的工作,并具有自组织能力,实现人-机制造一体化的制造过程优化。
① MES系统采用数学模型与智能优化算法,进行工厂制造工序的综合能力平衡,编制人工很难做好的复杂工序排产计划。
② MES系统通过与仿真系统的联动,建立虚拟制造的环境,通过建立工厂模型,进行排产计划的模拟运行,预测生产作业的负荷情况、订单交期完成情况、产品质量性能情况等,并提出优化的调整方案。
③ MES系统依据专家经验,在操作设备上设定管理控制指标,通过与智能监控系统设备(如:智能机器人、智能数控机床CNC等)实时采集的信息进行的闭环,改善制造产品的质量,同时,可依据现场状态情况,自动修订操作指令信息。
④ 采用智能机器人、智能数控机床CNC、快速成型制造3D打印机等智能设备,实现感知、决策、加工、控制与学习整个过程的智能加工。
3. 生产车间将在一个更加精确的管控指标-实时信息闭环系统下,进行更加精细化的管理。
① 建立贯穿产品全制造周期的综合指标体系,包括:财务型指标,如利润、销售额、成本、投资等。业务型指标:产量、用户满意度、开工率、库存等;环境类指标,如废气、废水排放等;车间控制型指标,如工序成本、成材率、能耗、作业率、出勤率、班产量、合格率等。通过管理指标层层分解使得车间管理形成管控闭环。
② 在制造工厂全线设置管理控制指标,通过实时监控和过程控制统计分析,将生产实绩与控制指标进行实时比对,及时发现生产过程中质量、工艺、能耗、环保、工序成本等实绩与标准指标间的差异波动,采取措施,最终达到控制成本、质量、能耗、排放的目的。
③ 当前大多数制造企业生产成本管理是一种事后的核算,而生产全过程的动态成本控制技术则是通过对生产过程中物流的实时监视和数据采集,进行在线工序成本分析和控制,研究包括生产过程成本建模技术、成本模型预测技术、成本实时监控和控制技术等。
4. 通过智能数据挖掘与分析,进行管控指标体系的重构以适应制造环境和制造流程的改变。
工艺流程
支持各种打印方式及打印格式,不打印机有效结合防止出现重码, 能快速的生产打印的条码,支持快速批量打印。
针对瓶颈站可以设置平行操作、子流程 (Sub-Route) 设定及展开 、流程复制、版本管控。
设备管理
实现设备实时监控,质量数据采集、物料信息呼叫、设备维护计划管理、设备参数实时监控。
产品追溯
支持任何条件的正向追踪(成品->材料->生产过程->厂商等)
支持任何条件的反向追踪(材料-> 成品-> 生产过程-> 出货地等)