【行业需求】
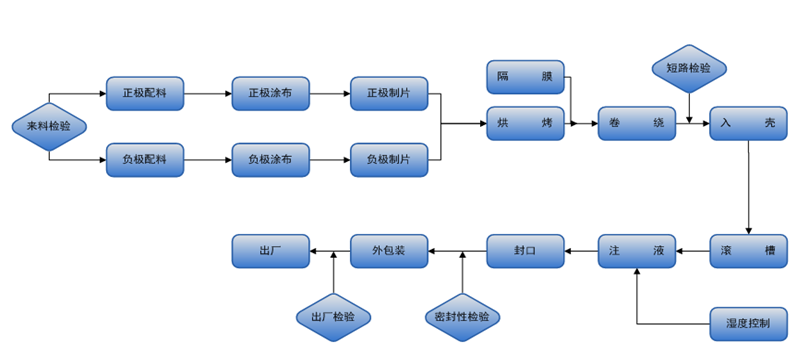
如下所示,下图为电池的生产加工工艺流程,根据行业特点,企业在管理过程中存在着如下需求:
配方配料的精确管理。
各个关键工艺流程节点的管理与控制,生产过程的精细化管理。
生产测试设备的管理与数据交互。
生产过程的物料验证。
人员、成本、工时的管理。
全面的质量过程分析。
【解决方案】
根据如上所述,盈科瑞森针对电池行业提供了一整套的针对电池行业的MES生产制造执行系统解决方案,方案关键关注点如下:
生产过程管理:
从车间领料开始,历经配粉配料、正负极片、隔膜、碱水加工、钢壳加工、装配、化成和组装等多个工序,实现配方配料的管理以及关键工序的管理和控制,实现过站预警和报警功能,同时,实现防止物料的误用,采用条码及RFID技术实现生产过程的数据采集,并将采集的数据实时上传至系统。
实现生产过程中的成本和工时管理。
实现人员管理:
每个员工佩戴带有条码标识的工牌,工作前进行身份验证,实现操作员工的有效成本管理。
设备对接:
系统实现与称重设备、测试设备对接,实现数据实时交互,减少不必要的人为录入数据。
系统实现对生产设备进行和命周期管理,建立全面的设备档案,做到设备维护及时预警功能。
系统实现对设备的运行状态进行实时的动态监控和分析。
报表管理:
对系统中的数据进行报表统计,并实现多维度统计分析,为管理者提供有效的决策依据。

实现人员管理:
本系统可与用友、金蝶、SAP、ORACLE实现无缝对接。
【应用价值】
全局、全过程管控:实现生产过程的全程透明化、精细化管理,通过物联网技术,将生产过程中涉及到的人、机、物料、法、环境等五大要素完善结合,实现从设计制造到售后服务的全过程管理,有效的保证了产品质量、降低了缺陷率、提高了生产率。
有效获取企业经营管理决策信息:帮助企业管理者增强了系统数据对管理决策的科学支撑作用,提高了企业科学决策能力,降低了企业经营的风险。
保障交付质量:提供了全面的供应商质量、材料质量、在制品质量等多维度、全方位的分配机制体系、帮助企业持续提高质量管理水平。
【应用典范】
深圳市豪鹏国际有限公司
东莞博力威电池有限公司